新聞中心
換熱管-管板坡口,,V型坡口不太理想
發(fā)布時間:2022-06-15瀏覽次數(shù):0
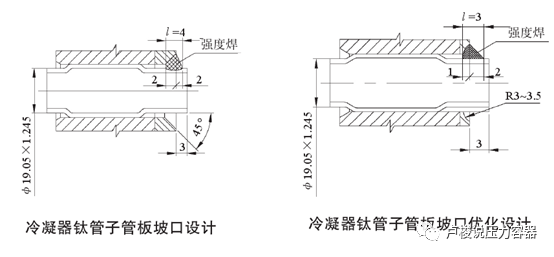
若為了滿足管子-管板的焊縫強(qiáng)度,盲目加大坡口的深度h,,反而增加了焊接的難度和產(chǎn)生未焊透的可能,如下所圖紅圈處所示,。
GB/T 151—2014《熱交換器》的6.6.2.3條要求,管子-管板強(qiáng)度焊的焊縫高度l≥管壁厚度t,,且滿足拉脫力要求,。焊縫高度l =坡口深度h +焊腳高度K,在滿足拉脫力和強(qiáng)度的情況下,,焊縫高度l應(yīng)取最小值,。優(yōu)化后把坡口深度改為1 mm,見下方右邊的那圖,。這樣管子-管板強(qiáng)度焊在滿足強(qiáng)度的情況下,,減小了坡口深度從而保證了焊接質(zhì)量。